18
年专注高精度注塑机、压铸机检测 仪器及传感器综合服务商

-服务热线:0755-27327081
年专注高精度注塑机、压铸机检测 仪器及传感器综合服务商
-服务热线:0755-27327081

 深圳中研塑力科技有限公司
深圳中研塑力科技有限公司  2022-11-09
2022-11-09
塑胶产品的毛边又叫批锋,毛刺等,稍稍留心就会发现,市面上的大多产品都会有或大或小的毛边,无论是家电还是日常用品,相比,手机就做得比拟精密。毛边的大小看得出塑胶模具在制造中的精度和厂家的质量请求,很大水平上决议了产品的定位以及优劣。塑料产品毛边的构成有多多种缘由,模具、机台、塑胶原料、成型参数都有可能是罪魁祸首,简直是一切的注塑厂普遍存在的共同问题。在塑胶注塑中如何判别是模具问题惹起的毛边?
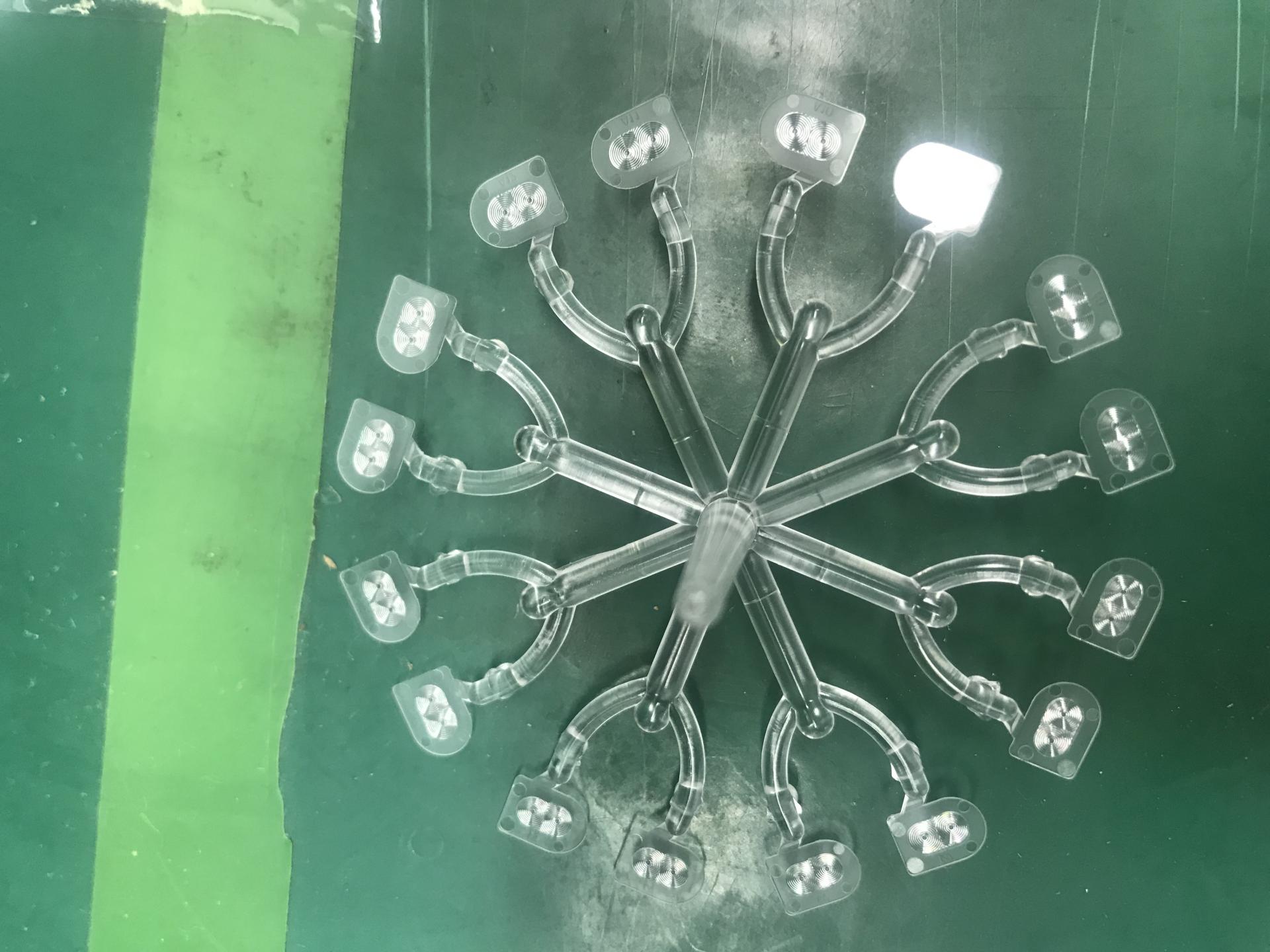
观察看了很多注塑技术员,无论是新模试模还是模具消费,第一炮直接给打到撑死,有些模具只是溢胶,有些模具粘模无法出模,以至有些模具直接把顶出机构顶爆,是不是模具问题惹起的产品毛边其实很好审定,就在模具上模后的前几模,技术成熟的注塑技术员通常会将注塑压力降低,依据产品的大小,重量,入水方式预估产品的模流过程,由缺胶状态逐渐增压到产品刚好满胶,然后再依据产品上存在的缺陷停止参数微调。从产品缺胶到产品满胶到增加保压饱胶,察看每一个产品的变化,就能够判别产品以及模具存在的问题点,产品假如在缺胶或者刚刚满胶的状况下就会呈现毛边,能够断定是模具的问题,需求下模检查确认。
在这里重点补充的是,模具问题产生的毛边,跟日常的消费管理息息相关,当然新模除外。压模是招致模具跑毛边的第一杀手,低压维护的设定至关重要,灵活的机台低压维护设定合理的话,压一根头发丝都会报警,正是这样,有些义务心不强的技术员为了降低机台报警的频率,让本人轻松,成心把机台的低压维护压力设定很大,这种做法带来的结果极有可能是灾难性的。
除了模具本身的问题,产品产生毛边也有可能跟注塑机台有直接的关系,如何判别是机台问题惹起的毛边呢?
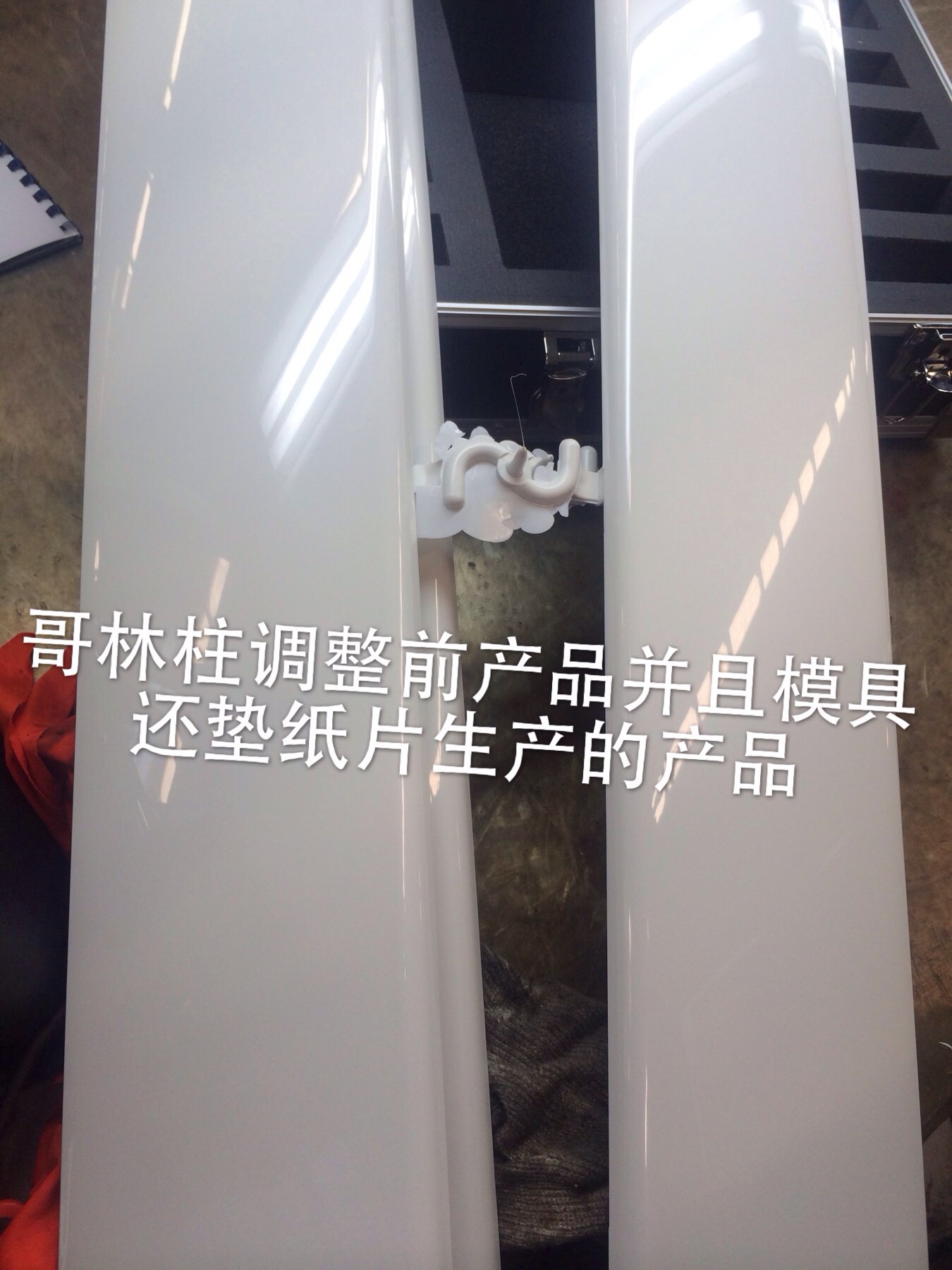
在产品缺胶的状况下,假如整个分型面跑毛边,除了检查模具,还应该检查机台。打手动开合模具,先察看压力表,确认模厚调整能否满足锁模力的请求,假如缺乏,重新调整模厚。补充一点,在调机过程中,假如模具温度有大副的升降变化,一定要重新确认一下锁模力,由于模具的热胀冷缩或影响到模厚的变化。假如模厚调整后,分型面还有毛边,需重新核定能否机台吨位太小锁模力不够。假如锁模力没有问题,分型面的毛边可能是机绞不均衡招致,也就是我们通常说的格林柱存在松动或者间隙,这种状况下毛边会固定散布在机台的同一侧,需对机台停止检修校正。
塑胶模具本身以及注塑机台的问题都是比拟直观的问题,经过细微的察看不难判别,但更多状况下的塑胶产品毛边是由成型参数设定不当惹起的。
成型参数主要由五局部组成:温度,压力,时间,速度,计量,简直都会招致毛边的产生,有时是一个要素惹起的,有时是多个综合要素惹起的。看似复杂,其实一切成型参数设定惹起的毛边,都可归结于压力,当注塑压力超出了机台设定的锁模力或者模具部分的接受强度时,就会产能毛边。在进浇口四周,分型面,强度缺乏的插破孔,都极有可能产生毛边。

在线咨询(提供连接过来)
统一服务热线
0755-27327081